
Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Chemical Family
- Polymer Name
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Materials Features
- Introduction
This low viscosity laminating system has been designed for the manufacture of aircraft components requiring high static and dynamic loadability. The resins and hardeners are approved by the German Federal Aviation Authority for the processing of glass, carbon and aramid fiber composites.
For optimum processing flexibility, there is a range of 3 hardeners varying in reactivity, with pot life from approximately 30 minutes to 3.5 hours. The individual hardeners have the same mixing ratio and can be inter-mixed in any ratio, enabling users to optimize the pot life of the system to meet their individual requirements. All of the resin/hardener combinations will cure, and are de-mouldable, at room temperature (20-25°C). The cured laminate surface will have a high gloss and will be tack-free even in an unfavorable working environment, for instance, high humidity and low temperatures.
The mixed viscosity of the RS-L285 laminating system is very low, ensuring a fast and complete impregnation of reinforcement fibers without drainage on vertical surfaces. The addition of fillers such as colloidal silica, microballoons, metal powder etc., is also acceptable to obtain special properties.
The RS-L285 epoxy resin system exhibits good mechanical properties after curing at room temperature. If high temperature strength (≥ +60°C) or aircraft approval is not required, finished products made with the selection of hardener RS-H285 may be used without further heat treatment. Post curing (heat treatment) will further enhance the mechanical properties and will also increase the high temperature strength, up to 100°C being achievable depending on the selected hardener and post cure cycle used. The properties indicated in this document may only be achieved by curing/post-curing above 50°C.
This system meets the requirements for gliders and motor-gliders after post curing at 50 - 55°C (operational temperatures -60 - +54°C) and for powered light aircraft when cured above 80°C (operational temperatures -60 - +72°C).
Due to the hydrophilic nature of this resin system - high moisture absorption, low resistance to water vapor diffusion - compatibility problems are not expected when combined with suitable gelcoats on UP, PU and EP basis. However, comprehensive tests are recommended.
Since the approval of laminating resin RS-L285 in 1985, it has been used by nearly all manufacturers of planes and gliders and - especially because of the extremely good physiological compatibility - it is the most commonly used system in the aircraft industry today. It often happens that workers who have experienced problems with some epoxy resins concerning allergies of skin irritation are able to process RS-L285.- Main Features
Operational Temperature
• -60°C +50°C without heat treatment
• -60°C +80°C after heat treatment
Processing
• Between 15°C and 50°C
• Pot life from ca. 30 minutes to ca. 3.5 hours at 25°C
Processing methods
• Wet layup
• Filament winding
• Pressure molding
• Injection molding
• Pultrusion
Other features
• Extremely good physiological properties
• Good mechanical properties
• Hardeners may be inter-mixed to achieve various gel times
Special modifications
• RS-L285 T - Thixotropic
• RS-L285 K2 - Hot thixotropic adhesive
Applications & Uses
- Applications
- Composites Processing Methods
- Applications
• Gliders and Light Aircraft
• Boats & Automotive
• Sports Equipment
• Other high performance products- Processing Methods
• Wet layup
• Filament winding
• Pressure Molding
• Injection molding (RTM)
• Pultrusion
• Vacuum bag molding
Properties
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Density (25°C) | 1.18 - 1.23 | g/cm3 | - |
| Refractory Index (25°C) | 1.525 - 1.53 | - | - |
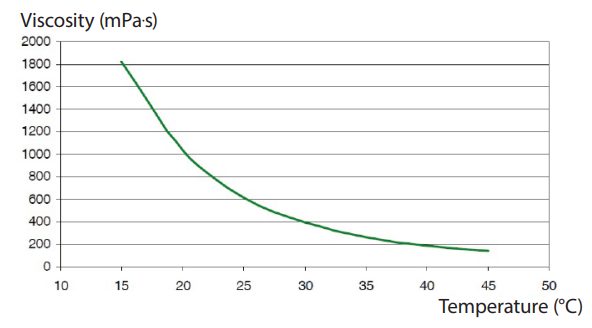
| Viscosity (25°C) | 600 - 900 | mPa s | - |
Regulatory & Compliance
- Approvals
• German Federal Aviation Authority approved for the manufacture of gliders, motor gliders and light aircraft.
Technical Details & Test Data
- Product Specification
Hardeners RS-H285 RS-H286 RS-H287 Density at 25°C (g/cm3) 0.94-0.97 0.94-0.97 0.93-0.96 Viscosity at 25°c (mPa s) 50 - 100 60 - 100 80 - 120 Refractory index at 25°C 1.500-1.506 1.498-1.502 1.495 - 1.499 Potlife (mins) Measured in 30°C water bath, 100g sample 15 - 20 approx. 40 approx. 140 Tg pot unconditioned (°C) 80 - 85 85 - 90 90 - 95 Tg pot conditioned (°C) Conditioned at 40°C / 90% r.H. 65 - 70 78 - 82 83 - 88 - Temperature Development
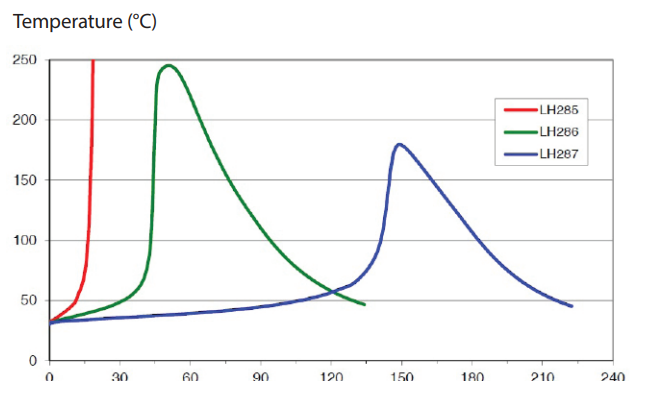
Temperature (°C)
Measuring conditions: 100g mixture at 30°C in a water basin
Optimum processing temperature is in the range of 20 to 35°C. Higher temperatures are possible, but will shorten pot life. A temperature increase of 10°C will halve the pot life. Water (e.g. high humidity or contained in additional fillers) causes an acceleration of the resin/hardener reaction. Different temperatures during processing are not known to have significant impact on the mechanical properties of the cured product.
Do not mix large quantities - particularly of high reactive systems - at elevated processing temperatures. As the heat dissipation in the mixing container is very slow, the contents will be heated up by the reaction heat (exothermic resin-hardener reaction ) rapidly. This can result in temperatures of more than 200°C in the mixing container, which may cause smoke-intensive burning of the resin mass.- Mixing Ratios
RS-L285 : RS-H285 ~ RS-H287
Parts by Weight 100 : 40 (+/-2) Parts by Volume 100: 51 (+/-2) The specified mixing ratios must be observed carefully; we therefore recommend weighing the resin and hardener precisely using accurate scales. Adding more or less hardener will not result in a faster or slower reaction - but in an incomplete curing which cannot be corrected in any way. Mix the resin and hardener thoroughly until they are homogeneously mixed, paying special attention to the walls and the bottom of the mixing container. Do not mix large quantities, especially if highly reactive systems are being used. All hardeners have blue color to distinguish between resin and hardeners, and for easier identification of a correct mixing process. Although unlikely, deviations in color are possible (e.g. due to UV radition after longer exposure to sunlight), but however have no effect on the processing and final properties of the material.
- Gel time
Resin RS-L285 Temperature Time RS-H285 RS-H286 RS-H287 20 - 25°C Hours ca. 2 -3 ca. 3 -4 ca. 5 - 6 40 - 45°C Minutes ca. 45 -60 ca. 60 -90 ca. 80 - 120 Measuring conditions: Film thickness 1mm at different temperatures
- Viscosity Of Mixture
- Tg Development
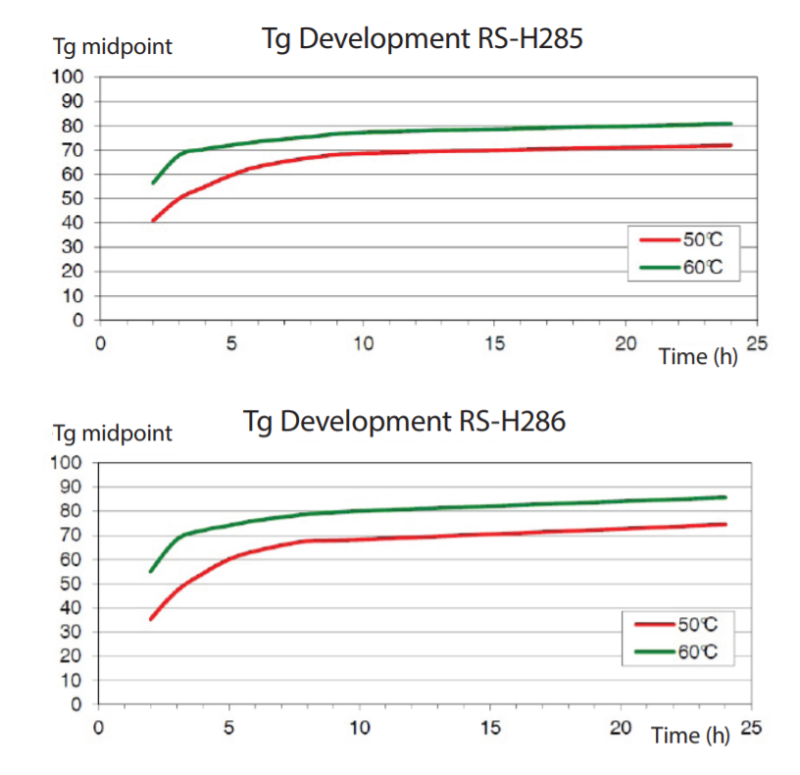
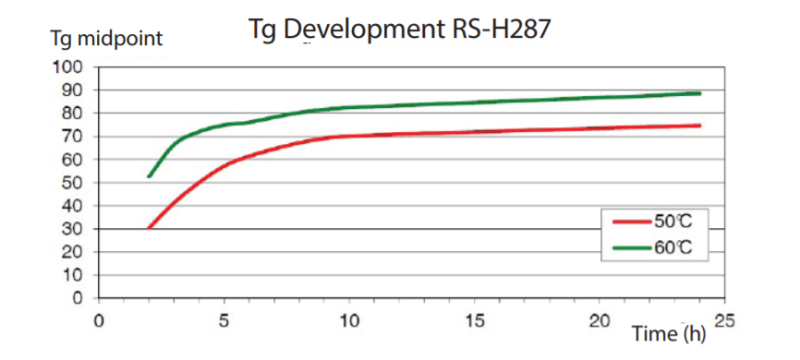
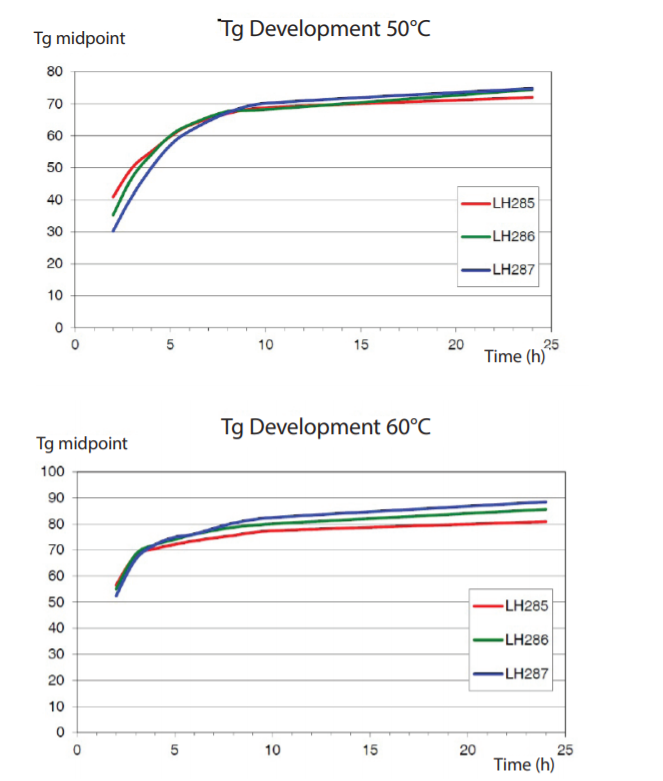
Measuring conditions for all Tg measurements: DSC, ISO 11357
- Mechanical Data Of Neat Resin
RS-L285 & RS-H287 Density
DIN EN ISO 1183-1g/cm3 1.18- 1.20 Flexural strength
DIN EN ISO 178MPa 110 - 120 Tensile strength
DIN EN ISO 527-2MPa 70 - 80 Impact Strength
ISO 179-1kJ/m2 45 - 55 Elongation at break
DIN EN ISO 527-2% 5.0 - 6.5 Compressive strength
DIN EN ISO 604MPa 120 - 140 Modulus of elasticity
DIN EN ISO 178GPa 3.0 - 3.3 Water absorption at 23°C
DIN EN ISO 17524 h (%)
7 d (%)0.20 - 0.30
0.60-0.80Curing: 24h at 23°C + 15h at 60°C
Advice: Mechanical data are typical for the combination of laminating resin RS-L285 with hardener RS-L287. Data can differ in other applications- Mechanical Data Of Reinforced Resin
MECHANICAL DATA RS-L285 & RS-H285 - RS-H287
Flexural strength MPa GFC 510 - 560 Flexural strength MPa CFC 720-770 Flexural strength MPa AFC 350-380 Tensile strength GPa GFC 460-500 Tensile strength GPa CFC 510-550 Tensile strength GPa AFC 400-480 Compressive strength MPa GFC 410-440 Compressive strength MPa CFC 460-510 Compressive strength MPa AFC 140-16 Interlaminar shear strength MPa GFC 42-46 Interlaminar shear strength MPa CFC 47-55 Interlaminar shear strength MPa AFC 29-34 Modulus of Elasticity MPa GFC 20-24 Modulus of Elasticity MPa CFC 40-45 Modulus of Elasticity MPa AFC 16-19 Curing: 24h at 23°C + 15h at 80°C
GF (Glass fiber laminate) - samples: 16 layers of glass fabric, 296g/m2 8H Satin, 4mm thick.
CF (Carbon fiber laminate) - samples: 8 layers of carbon fabric, 200g/m2 plain weave, 2mm thick.
AF (Aramid fiber laminate) - samples: 15 layers of aramid fabric, 170g/m2 4H Satin, 4mm thick.
Fiber content of samples during processing/testing: 40 - 45 vol%. Data calculated to fiber volume 43 vol%. Typical data according to WL 5.3203 Parts 1 and 2 of the GERMAN AVIATION MATERIALS MANUAL
Advice: Mechnical data are typical for the combination of laminating resin RS-L285 with hardener RS-H287. Data can differ in other applications
Safety & Health
- Caution
• Do not heat over a naked flame;
• Before warming, open containers to equalize pressure;
• Use safety equipment (gloves, safety glasses, respirator);
• Work in a well ventilated area.
Storage & Handling
- Storage
The resins and hardeners may be stored for a minimum of 12 months in the original sealed containers at 15 -30°C in low humidity.
Epoxy resins are super cooled liquids, therefore crystallization may occur at temperatures below 15°C. In an early stage, crystallization is visible as a clouding, and can progress to a stage where the resin becomes a wax-like solid. This physical phenomenon is reversible and is no restriction to quality after its reversion, in fact a high purity of material will increase a tendency for crystallization. Crystallization can be reversed by slow heating of the product to approx. 40 - 60°C in a water bath or oven, and stirring or mixing until the liquid becomes clear. Use only completely transparent products