Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Chemical Family
- Polymer Name
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Materials Features
Applications & Uses
- Markets
- Applications
- Composites Processing Methods
- Applications
- Crestamould® RTR 4010PA is designed for hand-lay applications and must be allowed to attain a minimum workshop temperature of 18°C before use (20°C - 24°C is recommended). It should be mixed thoroughly prior to use and requires only the addition of MEKP catalyst to start the curing reaction. The recommended catalyst is Catalyst M (or Butanox® M50), which should be added at 1% into the resin and thoroughly dispersed. The recommended resin-to-glass ratio for chopped strand mat glass reinforcement is at least 3-to-1 by weight.
- Although Crestamould® RTR 4010PA is designed for hand lay application, it can also be spray applied. Please contact the Scott Bader Technical Service department if further information is needed.
- The design, complexity and size of the mould will determine optimum reinforcement levels and thickness. At least 3 layers of 450gsm chopped strand glass mat, or equivalent, is required and should be applied in a single operation consolidating between layers, to achieve sufficient cure and low shrink performance. The material will undergo a colour change becoming whiter as the curing reaction takes place.
Properties
- Color (Properties)
- Mechanical Properties
Value Units Test Method / Conditions Tensile Strength* 114 MPa ISO-75 Tensile Modulus* 8075 MPa ISO 527-4 Elongation (at break)* 2 % ISO 527-4 Heat Deflection Temperature (of compounded product)*** 63 °C ISO-75 Heat Deflection Temperature (of base resin)**** 99 °C ISO-75 - Typical Liquid Resin Properties
Value Units Test Method / Conditions Viscosity (at 25°C, ICI Cone and Plate) 4.5 - 5.5 Poise - Specific Gravity (at 25°C) 1.35 - - Volatile Content 25 - 30 % - Gel Time (at 25°C, with 1% Catalyst M)** 25 - 34 Minutes - Stability (at less than 20°C in original container) 5 Months - - Note
* Glass content 28%, laminate made with 3 layers of 450gsm CSM; 16hrs at 40°C post cure.
** Catalyst Butanox M50 can be used.
*** Property of the filled cast resin; 16hrs at 40°C post cure.
**** When cured with 16hrs @ 40°C plus 8 hrs 80°C.
Technical Details & Test Data
- Crestamould® Matched Tooling Systems
Crestamould® matched tooling systems offer a fast and effective way to produce moulds for the manufacture of rail components. Our low-profile laminating and infusion resins minimise shrinkage to improve the dimensional accuracy of moulds combined with gelcoat and skincoat products to deliver a high quality and robust mould surface.
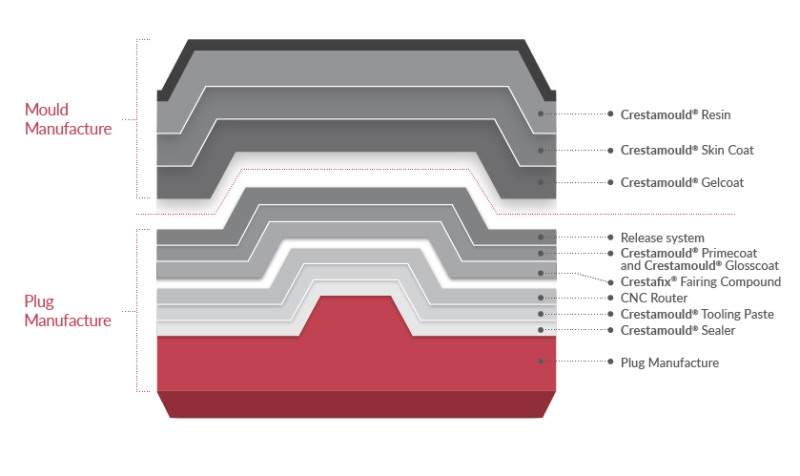
Mould Manufacture
Crestamould® Resin
Crestamould® Rapid Tooling Resin (RTR) 4010PA is a rapid tooling resin which incorporates outstanding handling properties, lower viscosity, improved shrinkage control and is catalysed with standard MEKP catalyst. It enables faster mould making and eliminates surface distortion.
Crestamould® Skin Coat
Crestamould® Skin Coats VE679PA and VE690PA are pre-accelerated thixotropic DCPD modified vinylester resins that have been developed as a skin coat in tooling applications. They have excellent blister resistance and reduced print through.
Crestamould® Gelcoat
Crestamould® Gelcoat 15PA is a superior performance vinylester tooling gelcoat for making moulds designed to have a long service lifetime and retain high gloss levels after multiple pulls. It is easy to apply and achieves good coverage. There is no gassing of the gelcoat ensuring a very low porosity surface and it cures with a standard MEKP catalyst. Available in both spray and brush.
Plug Manufacture
Crystic® Primecoat
Crystic® Primecoat is a high build, polyester coating material which allows the rapid surfacing of patterns constructed from materials such as wood, MDF and GRP. It can be applied wet-on-wet up to a thickness of 1.5mm in one operation without sagging or draining from vertical surfaces.
Crestafix® Fairing Compound
A water resistant, low-density polyester-based fairing compound, Crestafix® F26 has excellent adhesion to cured fibre-reinforced polyester and vinylester laminates. The material sands easily, gives a hard finish after a full cure, yet is not brittle and has good impact strength. Crestafix® F26 is a suitable base for all marine finishes such as polyester, urethane and epoxy paints.
Crestamould® Sealer
Laminating with polyester resin on top of polystyrene foams has never been possible despite various impractical methods of protection from preventing the styrene foam from dissolving when in contact with polyester resin. Crestamould® B21 sealing resin solves this problem – just one coat applied by brush will seal the surface and laminating with polyester resins can begin two hours after application.
Crystic® Glosscoat
Crystic® Glosscoat is a polyester coating designed to be applied over prepared Crestamould® Primecoat to give a glossier and more durable surface. The material hardens rapidly and can be easily sanded to a smooth surface which can be polished to high gloss.
Crestamould® Tooling Paste
Designed for milling of large plugs or direct limited production moulds with CNC multiple axis machines, Crestamould® T29 is a modified polyester compound, available in sprayable or extrudable versions.
- Post Curing
- Crestamold® RTR 4010PA is designed for hand-lay applications and must be allowed to attain a minimum workshop temperature of 18°C before use (20°C - 24°C is recommended). It should be mixed thoroughly prior to use and requires only the addition of MEKP catalyst to start the curing reaction. The recommended catalyst is Catalyst M (or Butanox® M50), which should be added at 1% into the resin and thoroughly dispersed. The recommended resin-to-glass ratio for chopped strand mat glass reinforcement is at least 3-to-1 by weight.
- Although Crestamold® RTR 4010PA is designed for hand lay application, it can also be spray applied. Please contact the Scott Bader Technical Service department if further information is needed.
- The design, complexity and size of the mold will determine optimum reinforcement levels and thickness. At least 3 layers of 450gsm chopped strand glass mat, or equivalent, is required and should be applied in a single operation consolidating between layers, to achieve sufficient cure and low shrink performance. The material will undergo a color change becoming whiter as the curing reaction takes place.
- Additives
Crestamould® RTR 4010PA is supplied ready to use and already has pigment added. No further pigments or other materials should be added as this could adversely affect the degree of cure and mechanical properties of the cured resin.
Packaging & Availability
- Packaging Type
- Regional Availability
- Packaging
Crestamould® RTR 4010PA is supplied in 25kg and 225kg containers.
Storage & Handling
- Storage
- Crestamould® RTR 4010PA should be stored between 5°C - 25°C in the original, unopened container in a dry, well ventilated place. Protect from freezing and direct sunlight. Avoid contact with oxidizing agents. If stored outside of the recommended storage conditions shelf life will be significantly reduced.