Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Chemical Family
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Materials Features
- Features and Benefits
- Vinyl ester base resin
- Matched tooling system
- Excellent chemical and heat resistance
- Good impact resistance
- Excellent surface finish – Can be polished to high gloss
- Reduces reinforcement print-through
Applications & Uses
- Markets
- Applications
- Application Method
- Brush Application
Do Don’t Ensure the gelcoat has attained workshop temperature of 15°C - 25°C before use. Stir the gelcoat with high shear mixers as this will temporarily break down the thixotropy leading to drainage. Add 2% Butanox® M-50 or equivalent catalyst. Exceed a wet film thickness of 0.8mm as thick films encourage air retention. Gently stir the gelcoat by hand or low shear stirrer. Apply excessive thickness in corner areas as this can cause pre-release. Spray at the minimum practical pressure
whilst maintaining an acceptable spray
pattern and full fan width.Apply backing laminate before the gelcoat has reached an appropriate degree of cure. Apply a mist coat and then build up thickness in long, even passes of 100-150 microns until the recommended wet film thickness of 600-800 microns is reached. Catalyze more gelcoat than can be applied before it starts to gel. Apply the first layer of laminate
within 24 hours of the gelcoat.Allow vapor to be retained in deep mold sections as this can cause slow curing. - Gel time and Backup time
Catalyst level and temperature will influence the gel time. The product only requires the addition of catalyst to start curing. We recommend the use of a 50% MEKP (type Butanox® M-50) which should be added at 2% in the gelcoat.
Temperature Gel time (2% Butanox® M-50)** Backup time (2% Butanox® M-50)** 15°C 19 minutes 55 minutes 20°C 15 minutes 52 minutes 25°C 7 minutes 40 minutes 30°C 6 minutes 33 minutes
Properties
- Cured Properties
Value Units Test Method / Conditions Barcol Hardness (Model GYZJ 934-1)* 44 - EN59 Heat Deflection Temperature (1.8 MPa)† 118 °C BS EN ISO 75-2 (1996) Elongation (at break)* 2 % BS EN ISO 527-2 Tensile Strength* 61 MPa BS EN ISO 527-2 Tensile Modulus* 3900 MPa BS EN ISO 527-2 - Uncured Properties
Value Units Test Method / Conditions Viscosity (at 25°C, 0.6 s⁻¹) 325 Poise - Viscosity (at 25°C, 4500 s⁻¹) 2.3 Poise - - Notes
* Curing Schedule - 24hrs at 20°C, 3hrs at 80°C.
† Curing Schedule - 24hrs at 20°C, 5hrs at 80°C, 3hrs at 120°C.
** Measured under laboratory conditions. Information should be used as a guide only.
Technical Details & Test Data
- Crestamould® Matched Tooling Systems
Crestamold® matched tooling systems offer a fast and effective way to produce molds for the manufacture of rail components. Our low-profile laminating and infusion resins minimize shrinkage to improve the dimensional accuracy of molds combined with gelcoat and skincoat products to deliver a high quality and robust mold surface.
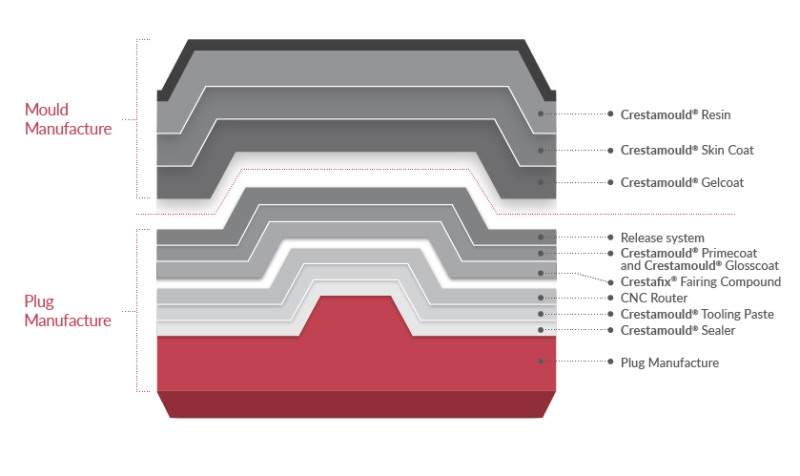
Mold Manufacture
Crestamold® Resin
Crestamold® Rapid Tooling Resin (RTR) 4010PA is a rapid tooling resin which incorporates outstanding handling properties, lower viscosity, improved shrinkage control and is catalyzed with standard MEKP catalyst. It enables faster mold making and eliminates surface distortion.
Crestamold® Skin Coat
Crestamold® Skin Coats VE679PA and VE690PA are pre-accelerated thixotropic DCPD modified vinylester resins that have been developed as a skin coat in tooling applications. They have excellent blister resistance and reduced print through.
Crestamold® Gelcoat
Crestamold® Gelcoat 15PA is a superior performance vinylester tooling gelcoat for making molds designed to have a long service lifetime and retain high gloss levels after multiple pulls. It is easy to apply and achieves good coverage. There is no gassing of the gelcoat ensuring a very low porosity surface and it cures with a standard MEKP catalyst. Available in both spray and brush.
Plug Manufacture
Crystic® Primecoat
Crystic® Primecoat is a high build, polyester coating material which allows the rapid surfacing of patterns constructed from materials such as wood, MDF and GRP. It can be applied wet-on-wet up to a thickness of 1.5mm in one operation without sagging or draining from vertical surfaces.
Crestafix® Fairing Compound
A water resistant, low-density polyester-based fairing compound, Crestafix® F26 has excellent adhesion to cured fiber-reinforced polyester and vinylester laminates. The material sands easily, gives a hard finish after a full cure, yet is not brittle and has good impact strength. Crestafix® F26 is a suitable base for all marine finishes such as polyester, urethane and epoxy paints.
Crestamould® Sealer
Laminating with polyester resin on top of polystirene foams has never been possible despite various impractical methods of protection from preventing the stirene foam from dissolving when in contact with polyester resin. Crestamould® B21 sealing resin solves this problem – just one coat applied by brush will seal the surface and laminating with polyester resins can begin two hours after application.
Crystic® Glosscoat
Crystic® Glosscoat is a polyester coating designed to be applied over prepared Crestamould® Primecoat to give a glossier and more durable surface. The material hardens rapidly and can be easily sanded to a smooth surface which can be polished to high gloss.
Crestamould® Tooling Paste
Designed for milling of large plugs or direct limited production molds with CNC multiple axis machines, Crestamould® T29 is a modified polyester compound, available in sprayable or extrudable versions.
- Spray Set Up
Application temperature 15° - 25°C Catalyst 2% Butanox® M-50 or equivalent catalyst Nozzle airless gun 423 - 535 Pressure 3 to 4.5 bars Distance to mold 50cm minimum Thickness 600 - 800 microns - Additives and Variants
- The information contained in this technical data sheet applies to all pigmented versions. Crestamould® Gelcoat 15PA (S) is available in a limited range of colors.
- Incorporation of additional material may affect the working, weathering or cured properties of the gelcoat as well as the durability of the mold. Please check with Scott Bader’s Technical Service department before using the gelcoat outside of specified parameters.
- Post Curing
For optimum life, a mold constructed using Crestamould® Gelcoat 15PA (S) should be fully cured before being put into use. This can be achieved by placing the mold in an oven at 40°C for 30 hours. If this is not practical, the mold should be left in warm conditions (>20°C) for 2-3 weeks prior to use. Where a mold is likely to experience severe conditions (e.g. due to high exotherm temperatures within backing laminates), it should be post cured at an elevated temperature. Contact our Technical Service department for further advice.
- Mould Release System
When a new mold is manufactured, traces of residual monomer remain within the tooling gelcoat. Although post curing at 80°C will reduce this to an insignificant level, exposing a new mold to this temperature is not always practical or desirable. The first release from a new mold is, therefore, likely to be the most difficult, particularly if a mold which is not post cured is subjected to elevated temperatures during its initial use. These temperatures could arise from the exotherm of the laminate contained within the mold, or from the mold itself being passed through a heated area during use. The following procedure was developed to combat release problems on new molds manufactured and cured at workshop temperature. It demonstrates an excellent release performance on new molds and is equally effective on molds of any age:
- Before first use, allow the mold to mature for a minimum of 7 days at 18°C or above.
- Clean the mold thoroughly with a polyester mold cleaner.
- Apply a polyester mold sealer according to manufacturer’s instructions.
- Apply a semi-permanent release agent according to manufacturer’s instructions.
- Optional – apply one coat of a hard wax such as Mirrorglaze. This will reduce any tendency to de-wet or pre-release when the mold is used.
- After the first release, use a masking tape test to check that the release agent remains on the mold surface.
- If so, apply one coat of semi-permanent or hard wax. If not, repeat steps 2 to 4.
- Continue as step 6 until the release performance becomes predictable and easy then re-apply one coat of release agent as and when required.
- Recommended Testing
It is recommended that customers test all gelcoats before use under their own conditions of application to ensure that the product meets requirements.
Safety & Health
- Health and Safety Information
Unsaturated polyester products release heat when they cure in bulk.
Packaging & Availability
- Country Availability
- Packaging Type
- Regional Availability
- Packaging Information
Crestamould® Gelcoat 15PA (S) is available in 25kg and 225kg containers. (15kg and 200kg depending on production site).
Storage & Handling
- Storage Conditions
Crestamould® Gelcoat 15PA (S) should be stored in its original container, under cover, and out of direct sunlight. These must be kept closed and airtight. It is recommended that the storage temperature should be less than 25°C and the product should not be frozen. Storing the product outside of these conditions may affect the properties of the product and reduce its shelf life. Ideally, containers should be opened only immediately prior to use. Material should be used within 5 months from date of production.