Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Chemical Family
- Technologies
- Product Families
Features & Benefits
- Base Chemicals Features
- Features
- High strength parts - without oil quenching, induction hardening or other post-sintering heat treatments (with or without tempering).
- Microstructure control - for optimum properties in parts of all sizes.
- It is possible to obtain P/M parts with high strength and hardness with a conventional sintering furnace without post-sintering treatment.
- Benefits
- Lower production costs.
- More environmentally friendly.
- Elimination of quench distortion.
- Large parts with tight tolerances become possible.
Applications & Uses
Properties
- Physical Form
- Typical Properties
Value Units Test Method / Conditions Carbon 0.01 wt% - Oxygen 0.25 wt% - Sulfur 0.009 wt% - Phosphorus 0.012 wt% - Manganese 0.45 wt% - Molybdenum 1.0 wt% - Nickel 0.9 wt% - Silicon 0.015 wt% - Chromium 0.45 wt% - Iron min. 97 wt% - Apparent Density 2.92 g/cm³ - Flow 26.0 s/50g - Density* (600MPa) 6.9 g/cm³ - - Density*
Density measured in water.
Technical Details & Test Data
- Sinter Hardening
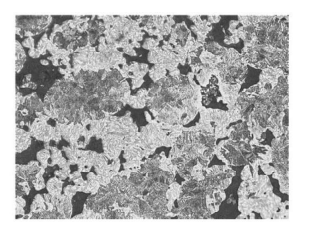
As Sintered : Atomet 4701 + 2% Cu + 1.0% C, 540 g piece, sintered 25 minutes at 1120°C, slow cooled at 0.4°C/s
Sinter Hardening:
- Sinter hardening is a cost-effective process where P/M parts are cooled in production sintering furnace at a rate that transforms the microstructure from austenite into martensite.
- Micrograph illustrates centrally located microstructure in a 540 g part slow cooled at 0.4ºC/s. Under controlled conditions, hardness of 30 HRC has been achieved throughout the part.
It is Achieved By:
- Atomet 4701 requires cooling rates of 0.4ºC to 1.5ºC/s, when cooling from 650ºC (1200ºF) through 400ºC (750ºF).
- Relative quantities of martensite and bainite may be tailored by adjusting the cooling rate and the added graphite and copper.
- Particle Size Analysis
Particle Size Analysis, wt% U.S. Mesh
µm+60 +100 +325 -325 +250 +150 +45 -45 Trace 12 67 21