Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Chemical Family
- Polymer Name
- Reinforcement Material
- Composite Materials Functions
- Chemical Structure
- Epoxy
- Technologies
- Product Families
- Weaving Style
Plain, twill, UD
Features & Benefits
- Materials Features
- Key Features
- Suitable for fast press molding,
- Cosmetic grade visual carbon look,
- Class A Surface quality,
- Good hot de-molding performance
- Suitable for structural applications
- Good chemical resistance
- Suitable for Cataphoresis/ Hot Painting/Hot adhesive bonding
- Suitable for autoclave short curing cycle
Applications & Uses
- Markets
- Applications
- Composites End Use
- Plastics & Elastomers End Uses
- Composites Processing Methods
- Applications
Visual composites, Automotive
Properties
- Typical Properties
Value Units Test Method / Conditions Mid Tg (150 - 180°C) 150 - - Initial Mix Viscosity (65°C) 35 Pas - Gel Time (Hot Plate)( 140°C) 70 Sec - Gel Time (Hot Plate)( 150°C) 40 Sec - Gel Time (Hot Plate)( 160°C) 15 Sec - Gel Time (Rheometer)(120°C) 260 Sec - Gel Time (Rheometer)(140°C) 69 Sec - Gel Time (Rheometer)(150°C) 54 Sec - Gel Time (Rheometer)(160°C) 38 Sec - Gel Time (Rheometer)(180°C) 17 Sec - Tensile Strength 39 MPa Tensile Test (ASTM D3039) Tensile Modulus 3028 MPa Tensile Test (ASTM D3039) Elongation at maximum 1,5 % Tensile Test (ASTM D3039) Elongation at maximum 5 % Flexural Test (ASTM D790) Compression Strength 107 MPa Compression Test (ASTM D3410) Compression Strain at maximum 4.6 % Compression Test (ASTM D3410) Flexural Strength 136 MPa Flexural Test (ASTM D790) Flexural Modulus 3490 MPa Flexural Test (ASTM D790) Fracture toughness K1C (Bend Notch Test, 5 min 140°C) 1.05 MPa√m - Fracture energy G1C (Bend Notch Test, 5 min 140°C) 340 J/m2 - Maximum Displacement 160 °C HDT (TMA) Dry Fabric Areal Weight 200 - 600 gsm - %Resin Content (by weight) 37 - 48 ± 2 - - Tackiness Level Low Tack - - - Cured Matrix Properties
Cured Matrix Properties (cured at 80 ⁰C 30 minutes - 100 ⁰C 30 minutes - 140 ⁰C 60 minutes) Glass Transition Temp
(Tg by DSC) [°C]Ramped from RT to 150°C (10C/min) @150 °C 5 min
Ramped 150 to 210°C (10C/min)155 Isothermal press at160 °C , mold at RT
Wait to mold reach 160 °C at160 °C 5 min
Ramped 160 to 210°C (10C/min)160 Isothermal press at180 °C , mold at RT Wait to mold reach 180 °C at 180 °C 5 min
Ramped 180 to 210°C (10C/min) at 210 °C 30 min Postcure165 ISO 11357 (RT to 210°C, at 210°C 5 mins, cool to 100°C) 145 Tg DMA 1Hz, 3°C/min Onset of E’ 156 Maximum of Tanδ 198 Maximum of E’’ 173
Technical Details & Test Data
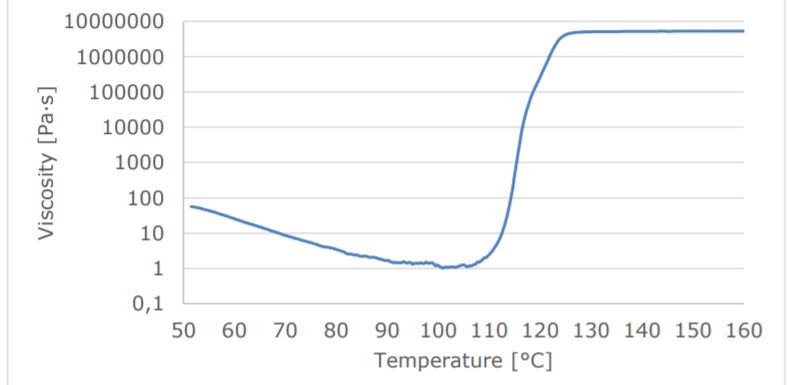
- Dynamical Viscosity Profile of the Formulation
- Compression Molding (Recommended)
 Pressure: Minimum of 7 bar (7.2 kg/cm2) (*), 30 bar is recommended.
Pressure: Minimum of 7 bar (7.2 kg/cm2) (*), 30 bar is recommended.Ramp Rate: Consolidated prepregs (preforms) can be loaded into a pre-heated tool (compression molding).
Recommended Cure Cycle: 3 minutes at 150 C +/-5C, 30 bar @ Press
Cool Down: Cured parts can be removed from tool without cooling (hot demolding). Recommended Post-Cure Cycle(if needed): 6 hours at 150 C +/-5C @ Oven
Storage & Handling
- Storage Life
6 months at -18°C
- Work Life
2 weeks at RT
- Prepreg Shelf Life
Prepreg Shelf Life at 23 °C for 2 weeks
- Tack Life
5 Days at RT Initial