Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Chemical Family
- Polymer Name
- Reinforcement Material
- CASE Ingredients Functions
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- CASE Ingredients Features
- Features
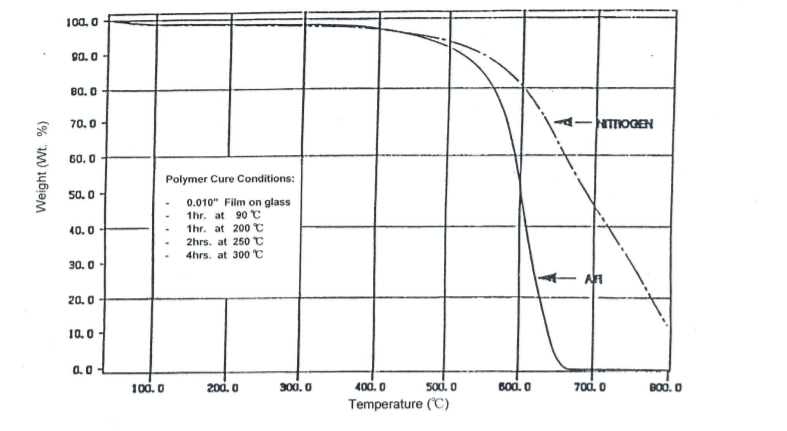
- Has high heat resistance. Can be used continuously at 260°C (can be used at up to 400°C for a short period of time).
- Also has high chemical resistance, high adherence properties, and high permeability.
- Can also be processed for use in press molding, or foam (heat-resistant foam) molding.
Applications & Uses
- Markets
- Applications
- Compatible Reinforcements
- Coating Type
- Composites End Use
- Composites Processing Methods
- Applications & Uses
- Airplane structural materials
- Engine covers
- Radar domes
- Matrix resin for high strength fibers such as glass, carbon, and aramid
- Formed parts
- Heat-resistant bearings
- Heat-resistant bushings
- Piston rings
- Coating materials / Ink
- Heat-resistant adhesives
- Fiber-sizing agents (Binder)
- Impregnants / Sealing agents
- Application Test Procedures
- PREPREG FLOW: Flow values recommended should be measured at the curing conditions to be used. Total weight loss due to resin squeeze-out is calculated as percentage flow. Flow is influenced by resin advancement and volatile content.
- PREPREG VOLATILE CONTENT: The volatile content is measured by the weight loss of an impregnated sample when it is cured at an oven temperature of 435 F for ten minutes. It is computed by subtracting the cured weight of the sample from its original uncured-impregnated weight and dividing the difference by the uncured-impregnated weight. In some situations it is useful to run volatile content at higher such as 550F for 10 minutes. Volatiles consist of solvents used in the manufacture or dilution of the resin and volatiles generated during the condensation reaction as the resin cures.
- RESIN PICK-UP OF PREPREG: Resin pick-up is obtained by the weight difference of the cloth before and after resin impregnations. It includes volatile content and is determined by subtracting the dry, unimpregnated weight of the cloth from the treated weight of the sample and then dividing the difference by the impregnated weight.
- RESIN CONTENT OF LAMINATE: The term "resin content" refers to the value obtained on a cured glass cloth laminate by ignition loss. The weight of the sample after it has been exposed to a minimum of 4 hours in a muffle furnace at 1150 F is subtracted from the original weight of the laminate. This value when divided by the original weight of the laminate is the resin content of the laminate.
- PREPREG PROPERTIES: The type of glass cloth recommended for use with Skybond 703 is 181 E glass, A-1100 soft finish. It permits good resin penetration and hence the formation of a dense laminate when the prepreg is pressed. The saturated glass cloth is B-staged at temperatures in the range of 200-2500F. Recommended prepreg conditions for processing with platen presses or with a vacuum bag procedure are:
-
PLATEN PRESSING % VACUUM BAG % Resin pick‐ up 40-45 40-45
Volatile content 8.5-10.5 10-13 Flow 10-20 15-23
-
Properties
- Typical Properties
Value Units Test Method / Conditions Cured Solids 48.5-51.5 % S-001.0 Viscosity at 25°C 3000-7000 cps Brookfield LVF S-004.0 Specific Gravity at 25°C 1.15-1.18 - S-005.0
Technical Details & Test Data
- Solvent
The solvent in Skybond 703 is primarily N-methyI-2-pyrroIidone (NMP) with some ethanol present. NMP can be used for dilution. Other solvents having limited dilution capability include ethanol, isopropyl alcohol and xylene. Ketones are not recommended for dilution.
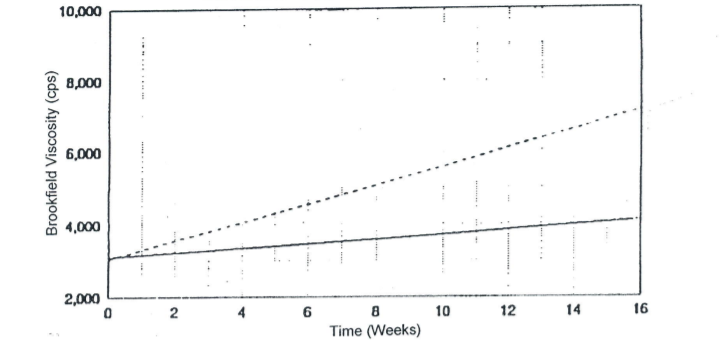
- Viscosity Stability
- Thermogravimetric Analysis Of Skybond 703 In Nitrogen And In Air
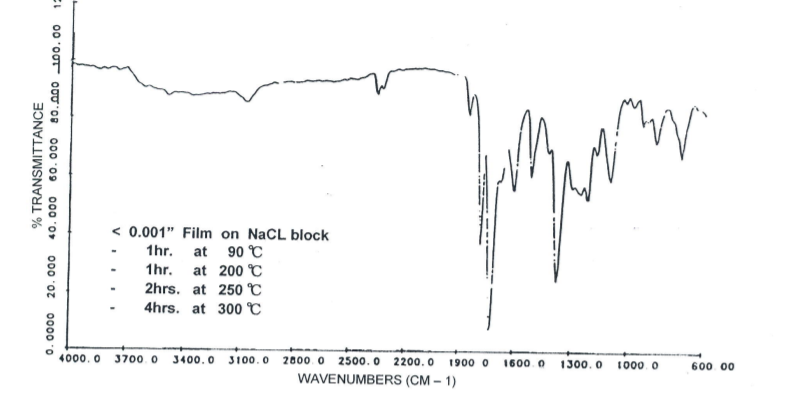
- Infrared Analysis Of Cured SKYBOND 703
Storage & Handling
- Shelf Life and Storage
- Product shelf life is the period of time the SKYBOND product is expected to stay within the limits of its respective product specification.
- The shelf life of SKYBOND products is 3 months from date of shipment when stored at 40°F (4°C) or below.
- Short-term exposure to normal ambient conditions will not cause problems with the resin.
- For long term storage the material should be stored at temperatures of 40 F or lower to reduce viscosity build which is common with these resins.
- Material stored for longer periods of time than 3 months or at higher temperatures should be usable if still within specification limits for viscosity and solids. If the viscosity has advanced above its specification limit it may still be usable if it can be diluted to reduce the viscosity into its specification range while still remaining within the solids specification limits.
- Water contamination should be avoided. Thus the resin solution should be allowed to warm to room temperature before the container is opened and the resin used.
- If the resin solution is exposed to air at low temperature water will condense on the resin solution surface and be rapidly dissolved in the solution. Water will cause hydrolysis which lowers the molecular weight of the resin and causes curing problems in these high solids Skybond resins.
- Oxygen contamination should also be minimized as it can lead to oxidation of amines in long term exposure and cause problems in cure cycles.
- Storage
A good practice is to store Skybond 703 below 5°C and use it within three months of receipt. Skybond 703 may be stored for longer periods of time below 5°C depending on the application. Lower temperatures extend storage life. Storage above 25°C is not recommended. Avoid moisture contamination and contact with iron which will react with the resin. Also, avoid contact with materials that will be attacked by the solvent in the product. Stainless steel is suitable for use.