Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Chemical Family
- Polymer Name
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Materials Features
- Product Highlights
- Toughened epoxy matrix with excellent mechanical properties
- Elevated temperature performance
- Good translation of fiber properties
- Controlled matrix flow in processing
- Available on various reinforcements
- Excellent drape and tack
Applications & Uses
Properties
- Physical Form
- Mechanical Properties
Value Units Test Method / Conditions In-Plane Shear Strength (93°C, Dry) 106 MPa - In-Plane Shear Strength (25°C, Dry) 120 MPa - ILSS (Shortbeam shear At 71°C, Wet) 80 MPa - ILSS (Shortbeam shear at 25°C, Wet) 115 MPa - ILSS (Shortbeam shear at 91°C, Dry) 94 MPa - ILSS (Shortbeam shear at 25°C, Dry) 137 MPa - Compression Modulus (91°C, Dry) 162 GPa - Compression Modulus (25°C, Dry) 150 GPa - Compression Strength (91°C, Dry) 1483 MPa - Compression Strength (25°C, Dry) 1690 MPa - Tensile Modulus (91°C, Dry) 10 GPa - Tensile Modulus (91°C, Dry) 163 GPa - Tensile Modulus (25°C, Dry) 12 GPa - Tensile Modulus (25°C, Dry) 164 GPa - Tensile Modulus (55°C, Dry) 163 GPa - Tensile Strength (91°C, Dry) 92 MPa - Tensile Strength (91°C, Dry) 2538 MPa - Tensile Strength (25°C, Dry) 64 MPa - Tensile Strength (25°C, Dry) 2724 MPa - Tensile Strength (-55°C, Dry) 174 MPa - Tensile Strength (-55°C, Dry) 2572 MPa - - Typical Properties
Value Units Test Method / Conditions Nominal Laminate Density (IM7) 1.57 g/cm³ - Nominal Fibre Volume (IM7) 57.7 % - Nominal Cured Ply Thickness (8552 /35%/134, IM7) 0.131 mm - Resin Density (IM7) 1.3 g/cm³ - Filiament Count/Tow (IM7) 12K - - Fibre Density (IM7) 1.77 g/cm³ - Resin Density 1.30 (0.047) g/cm³ (lb/in³) - Nominal Laminate Density 1.57 (0.057) g/cm³ (lb/in³) - Fibre Density 1.77 (0.064) g/cm³ (lb/in³) -
Technical Details & Test Data
- Curing Conditions
Cure cycle for monolithic components1. Apply full vacuum (1 bar).
2. Apply 7 bar gage autoclave pressure.
3. Reduce the vacuum to a safety value of 0.2 bar when the autoclave pressure reaches approximately 1 bar gage.
4. Heat at 1- 3°C/min (2-8°F/min) to 110°C ± 5°C (230°F ± 9°F)
5. Hold at 110°C ± 5°C (230°F ± 9°F) for 60 minutes ± 5 minutes.
6. Heat at 1-3°C/min (2-8°F/min) to 180°C ± 5°C (356°F ± 9°F)
7. Hold at 180°C ± 5°C (356°F ± 9°F) for 120 minutes ± 5 minutes.
8. Cool at 2 - 5°C (4-9°F) per minute
9. Vent autoclave pressure when the component reaches 60°C (140°F) or below.Cure cycle for honeycomb sandwich components
1. Apply full vacuum (1 bar).
2. Apply 3.2 bar gage autoclave pressure.
3. Reduce the vacuum to a safety value of 0.2 bar when the autoclave pressure reaches approximately 1 bar gage.
4. Heat at 1- 3°C/min (2-8°F/min) to 110°C ± 5°C (230°F ± 9°F)
5. Hold at 110°C ± 5°C (230°F ± 9°F) for 60 minutes ± 5 minutes.
6. Heat at 1-3°C/min (2-8°F/min) to 180°C ± 5°C (356°F ± 9°F)
7. Hold at 180°C ± 5°C (356°F ± 9°F) for 120 minutes ± 5 minutes.
8. Cool at 2 - 5°C (4-9°F) per minute
9. Vent autoclave pressure when the component reaches 60°C (140°F) or below.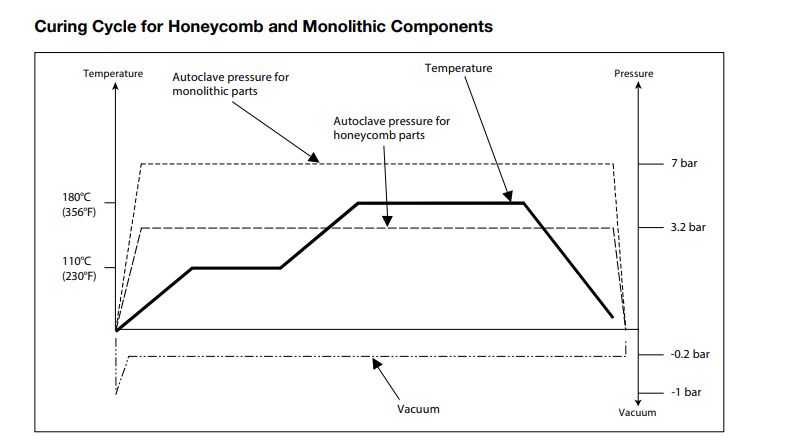
Storage & Handling
- Storage Life
- Tack Life: 10 days at RT (23°C/73°F)
- Out Life: 30 days at RT (23°C/73°F)
- Shelf Life: 12 months at -18°C(0°F) (maximum, from date of manufacture)