
Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Chemical Family
- Fillers Included
- Polymer Name
- Reinforcement Form
- Reinforcement Material
- Composite Materials Functions
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
- Product Highlights
As OEMs continue to downsize high-performance engines, cooling systems need to be smaller and more efficient. Coolant expansion tanks contain a volume reserve to compensate for volume differences of the liquid and cooling components due to thermal expansion. The coolant expansion tank is also known as the coolant reservoir, or overflow canister.
As the engine heats up, the coolant inside it expands. Without the expansion tank, the coolant would flow out of the overflow tube and be lost from the cooling system onto the street. Instead, the coolant flows into the expansion tank and remains in the system.
The requirements for the materials used in these parts are high.
The material must withstand:
• Under-the-hood temperatures of 105°C to 150°C
• Exposure to water glycol
• Internal coolant temperatures of 120°C to 137°C
• Internal pressure levels of more than 2.3 bar
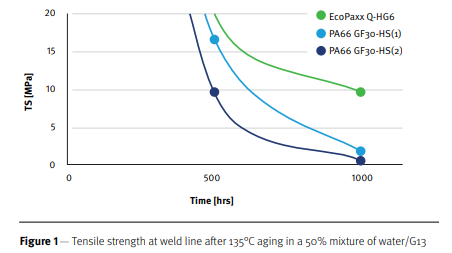
• Vibration from the chassis or engineThe material must also demonstrate good welding properties, with high strength at the weld line at under-the-hood temperatures. Under these conditions, materials such as polypropylene (PP) and polyamide 66 (PA66) are at the limit of their performance capabilities. Manufacturers using these materials have increased wall thicknesses to meet the higher specifications required for the part. As the specifications for the materials continue to increase with smaller spaces and higher engine temperatures,
manufacturers can no longer improve the part’s performance by increasing wall thicknesses, as the materials have reached their limit due to manufacturing constraints.
A drop-in solution when PA66 fails
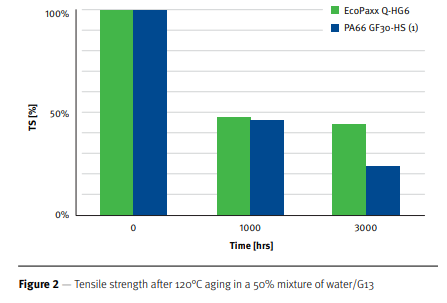
EcoPaXX® is a bio-based high-performance polyamide 410 (PA410) that provides outstanding performance across a broad range of applications. EcoPaXX® can be used as a drop-in solution without the need for retooling or costly tool modifications in cases where PA66 fails to meet changing requirements. EcoPaXX® demonstrates superior chemical stability and weld-line strength after aging, resulting in a part that lasts up to three times longer, with higher safety margins. This eliminates the need to replace the part during the lifetime of the vehicle, and reduces the risk of hazardous or explosive failure.
Designing for EcoPaXX®
When the coolant expansion tank is designed for production in EcoPaXX®, it can be optimized to fulfill functionality and application requirements at the lowest possible weight and cost. The material’s superior performance, especially for weld-line stability, is so high that the part can be produced with thinner walls, resulting in a 30% reduction in weight and 50% reduction in cooling times versus PA66. This thinner, lighter part design is technically superior, yet cost neutral compared with PA66.
Applications & Uses
- Markets
- Applications
- Plastics & Elastomers End Uses
- Composites Processing Methods
- Plastics & Elastomers Processing Methods
- Potential Applications
Envalior's polyamide-based UD tapes with endless carbon or glass fiber reinforcements are viable, lightweight alternatives to metals in several applications. UD tapes, tape-based 2D fabrics and crossplies are used in structural and semi-structural applications, as well as in the selective reinforcement of injection molded parts.

A demonstration vehicle door panel made by JLR from carbon fiber-reinforced PA410, as well as fabric sheets woven from the same UD tape (EU-sponsored ENLIGHT project). The UD tape products were thermo-formed and glued to make the panel, which is 60% lighter than state- of-the-art, steel-based designs, while still fulfilling safety requirements. The full composite door consists of structural panels and a tape-wound side impact beam over an extruded, permanent mandrel.

Maxion Wheels and Envalior successfully manufactured and tested (Rim Rolling Fatigue) thin-walled hybrid, steelcomposite automotive wheel-rim reinforced with UD tape (tape-winding) made from glass fiber-reinforced PA410. The hybrid wheel-rim is 2Kg lighter and 30% more fatigue-resistant than state-ofthe- art, steel design, whilst inert to road salts and battery acids.

A vehicle central-floor module from carbon fiber-reinforced PA410 made by FCA (EU-sponsored ENLIGHT project). The UD tapes based ply-books were thermoformed to the final shape. The composite part is 18% lighter than state-of-the-art, steel-based designs, while still fulfilling safety requirements. The composite strength and dimensional stability are not affected by the E-coating process, a requirement of BIW parts.
- Engine Covers (Close to Turbo Charged Components) Application Data
Details
EcoPaXX® in use for beautification covers at various OEMs in premium car segment. EcoPaXX® is also used for cranckshaft covers.Benefits
- EcoPaXX® PA410 allows for reliable solutions to its high temperature resistance (better than PA6), its great surface appearanceand low warpage level
- EcoPaXX® PA410 allows for more sustainable solutions due to its excellent carbon footprint (70% biobased) as compared to PA6 and PA66
Properties
- Mechanical Properties
- Thermal Properties
- Other Properties
- Rheological Properties
| Value | Units | Test Method / Conditions | |
| Tensile Modulus | 8000 / 6000 | MPa | ISO 527-1/-2 |
| Tensile Modulus (120°C) | 2500 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (160°C) | 2000 / * | MPa | ISO 527-1/-2 |
| Tensile Modulus (180°C) | 1600 / * | MPa | ISO 527-1/-2 |
| Tensile Modulus (200°C) | 1400 / * | MPa | ISO 527-1/-2 |
| Stress at Break | 95 / 65 | MPa | ISO 527-1/-2 |
| Stress at Break (120°C) | 45 / - | MPa | ISO 527-1/-2 |
| Stress at Break (160°C) | 35 / * | MPa | ISO 527-1/-2 |
| Stress at Break (180°C) | 30 / * | MPa | ISO 527-1/-2 |
| Stress at Break (200°C) | 26 / * | MPa | ISO 527-1/-2 |
| Strain at Break | 2.5 / 3.6 | % | ISO 527-1/-2 |
| Strain at Break (at 120°C) | 6.3 / - | % | ISO 527-1/-2 |
| Strain at Break (at 160°C) | 8.2 / * | % | ISO 527-1/-2 |
| Strain at Break (at 180°C) | 9.1 / * | % | ISO 527-1/-2 |
| Strain at Break (at 200°C) | 9.8 / * | % | ISO 527-1/-2 |
| Flexural Modulus | 6650 / 4400 | MPa | ISO 178 |
| Flexural Strength | 175 / 115 | MPa | ISO 178 |
| Charpy Impact Strength (at +23°C) | 35 / 40 | kJ/m² | ISO 179/1eU |
| Charpy Impact Strength (at -30°C) | 30 / - | kJ/m² | ISO 179/1eU |
| Charpy Notched Impact Strength (at +23°C) | 4 / 5.3 | kJ/m² | ISO 179/1eA |
| Charpy Notched Impact Strength (at -30°C) | 4 / - | kJ/m² | ISO 179/1eA |
| Value | Units | Test Method / Conditions | |
| Melting Temperature (10°C/min) | 250 / * | °C | ISO 11357-1/-3 |
| Temperature of Deflection Under Load (1.80 MPa) | 200 / * | °C | ISO 75-1/-2 |
| Temperature of Deflection Under Load (0.45 MPa) | 235 / * | °C | ISO 75-1/-2 |
| Coefficient of Linear Thermal Expansion (parallel) | 0.48 / * | E-4/°C | ISO 11359-1/-2 |
| Coefficient of Linear Thermal Expansion (normal) | 0.75 / * | E-4/°C | ISO 11359-1/-2 |
| Value | Units | Test Method / Conditions | |
| Humidity Absorption | 1.5 / * | % | Sim. to ISO 62 |
| Density | 1340 / - | kg/m³ | ISO 1183 |
| Biobased Content | 69 / * | % (Bio C/Total C) | ASTM D6866-12 Method B |
| Value | Units | Test Method / Conditions | |
| Molding Shrinkage (parallel) | 0.65 / * | % | ISO 294-4 |
| Molding Shrinkage (normal) | 1.1 / * | % | ISO 294-4 |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Envalior's Automotive Weight Loss Factory
Extreme light weighting of automobiles is the most efficient technology for reducing emissions and enhancing mileage. The Envalior Weight Loss Factory utilizes unidirectional, continuous fiber-reinforced, thermoplastic tapes as the fundamental building block of such light weight composite materials.
Our strategy extends well beyond just manufacturing the composite tapes. We also develop and specify processes such as Automatic Tape Placement (ATP), tape winding and tape-insert over-molding. and the necessary computer aided engineering (CAE) for part design and manufacturing process specifications. Envalior is active in the industry in specifying and standardizing composite material testing and quality specifications.UD tape processes
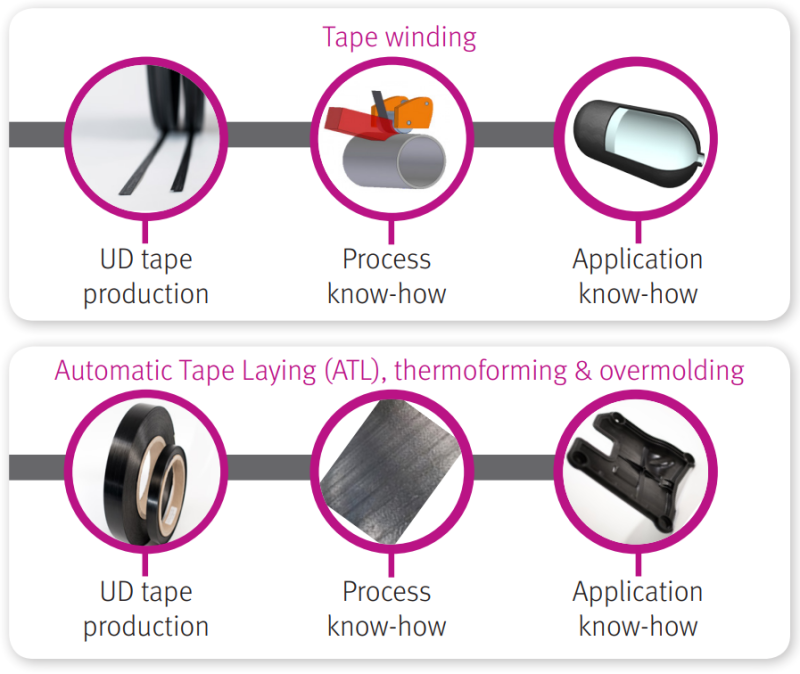
UD tape manfucaturing process
- Tape winding of parts with rotational symmetry (cylinders, tubes, box-beams etc.).
- Automatic Tape Laying (ATL) (panels, sheets, etc.)
- ATL panels are thermoformed to net shape
- ATL panels are over-molded with structural features (ribs, etc.).
- Hybrid metal-composite construction (composite patches glued to metal).
Technology and support
Design and CAE
- FEM analyzes (static & high-strain)
- Thermoforming and over-molding simulation
- UD tape winding and simulation
- Mold flow analyzes (injection-molding)
In-house macro & micro structural analysis of UD tapes
- Material-modeling and micro-mechanics
- Micro CT scans (void content, fiber-filament orientation, fiber-matrix adhesion, etc.)
- SEM micrography
- Tensile, flexural and impact testing.
Bonding
- Composite to plastic
- Composite to metal (with and without adhesives).
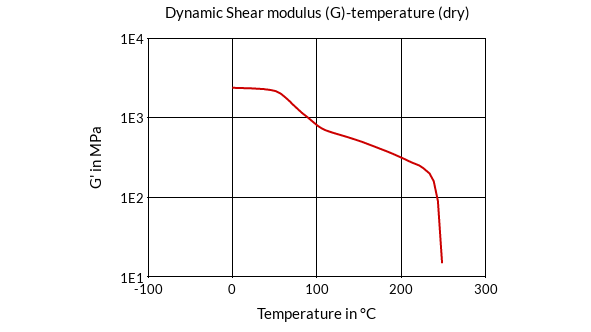
- Dynamic Shear Modulus (G)-Temperature (dry)
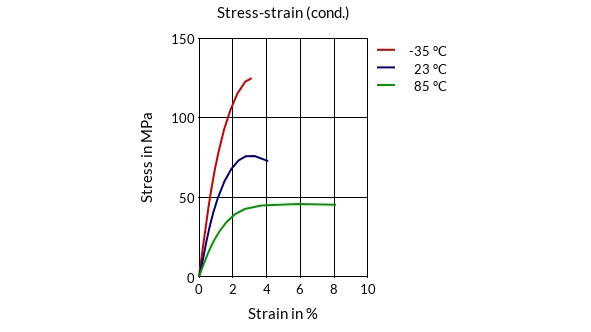
- Stress-Strain (cond.)
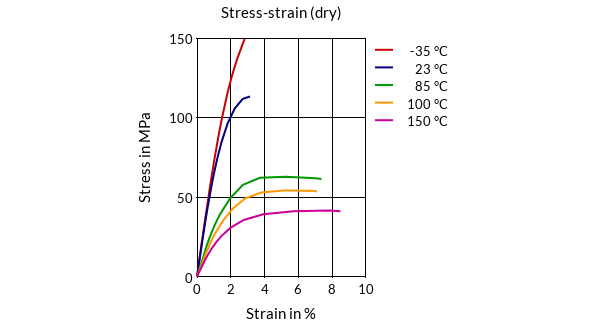
- Stress-Strain (dry)
- Test Data
EcoPaXX® vs. PA66
- High strength after aging enables thin-walled parts that reduce weight by 30% over PA66
- Reliable weld line for tanks that live up to three times longer
- Cost neutral compared with PA66 for a tank designed for production in EcoPaXX®
EcoPaXX® vs. PPA
- Unlike PPA, EcoPaXX® can be used as a drop-in solution for PA66, using the same tools and processing settings
EcoPaXX®
- Reduces carbon footprint by more than 60%
- Weight reduction achieves a savings of more than €6 per vehicle in saved CO2 penalties
- Drop-in solution for PA66-GF tooling if PA66 fails to meet requirements
- 60% Reduction of carbon footprint
- Weight reduction achieves more than €6 per vehicle in saved C02 penalties
Packaging & Availability
- Packaging Type