Enhanced TDS
Knowde-enriched technical product data sheet
Identification & Functionality
- Polymer Name
- Reinforcement Material
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Materials Features
- Key Features & Benefits
- Outstanding FST performance - FAR/CS 25.853 (aero) and EN 45545-2 HL3 (rail)
- Low toxicity and low VOC emissions
- Low environmental impact
- Flexible cure temperature 130-160°C
- Suitable for vacuum bag/oven, autoclave and press molding
- Suitable for bonding to core materials including Nomex honeycomb
- Service temperature up to 200°C
- Out-life 14 days at room temperature
- Storage life 6 months at -18°C
- Available on a wide range of reinforcement fabrics
Applications & Uses
- Markets
- Applications
- Composites Processing Methods
Properties
- Composite Properties
Mechanical Properties of Monolithic Laminates
Glass
Typical data for laminates made from woven glass-reinforced PFA prepreg (Evopreg® PFC502-G300S-7781-40-1270) cured in an autoclave for 1 hour at 140°C.
Property Result Test method Fiber content by volume, Vf 43% Internal method Cured ply thickness 0.26 mm/ply Internal method Density 1.84 g/cm3 ISO 1183 Flexural strength, 0° 495 MPa ISO 178 Flexural strength, 90° 395 MPa ISO 178 Flexural modulus, 0° 21.8 GPa ISO 178 Flexural modulus, 90° 18.9 GPa ISO 178 Tensile strength, 0° 304 MPa ISO 527-4 Tensile strength, 90° 253 MPa ISO 527-4 Tensile modulus, 0° 21.9 GPa ISO 527-4 Tensile modulus, 90° 21.1 GPa ISO 527-4 Compressive strength, 0° 343 MPa ASTM D3410 Compressive strength, 90° 22.6 GPa ASTM D3410 Apparent interlaminar shear
strength (ILSS), 0°41.1 MPa ISO 14130 In-plane shear strength 85 MPa ISO 14129 In-plane shear modulus 5.2 GPa ISO 14129 Typical data for laminates made from woven glass-reinforced PFA prepreg (Evopreg®
PFC502-G870T-35-1250) cured in an autoclave at 3.5 bar for 1 hour at 140°C.Property Result Test method Fiber content by volume, Vf 54% Internal method Cured ply thickness 0.64 mm/ply Internal method Density 1.93 g/cm3 Internal method Flexural strength, 0° 416 MPa ISO 14125 Flexural strength, 90° 433 MPa ISO 14125 Flexural modulus, 0° 20.0 GPa ISO 14125 Flexural modulus, 90° 21.2 GPa ISO 14125 Tensile strength, 0° 268 MPa ISO 527-4 Tensile strength, 90° 246 MPa ISO 527-4 Tensile modulus, 0° 22.0 GPa ISO 527-4 Tensile modulus, 90° 22.9 GPa ISO 527-4 Compressive strength, 0° 343 MPa ASTM D6641 Compressive strength, 90° 22.6 GPa ASTM D6641 Apparent interlaminar shear
strength (ILSS), 0°41.1 MPa ISO 14130 In-plane shear strength 85 MPa ISO 14129 In-plane shear modulus 5.2 GPa ISO 14129 Carbon
Typical data for laminates made from woven carbon-reinforced PFA prepreg (Evopreg® PFC502-C245T-HS-3K-42-1250) cured in an autoclave at 3.5 bar for 1 hour at 140°C.
Property Result Test method Fiber content by volume, Vf 50% Internal method Cured ply thickness 0.28 mm/ply Internal method Density 1.47 g/cm3 Internal method Flexural strength, 0° 629 MPa ISO 14125 Flexural strength, 90° 727 MPa ISO 14125 Flexural modulus, 0° 49.6 GPa ISO 14125 Flexural modulus, 90° 45.9 GPa ISO 14125 Tensile strength, 0° 526 MPa ISO 527-4 Tensile strength, 90° 619 MPa ISO 527-4 Tensile modulus, 0° 62.6 GPa ISO 527-4 Tensile modulus, 90° 55.8 GPa ISO 527-4 Compressive strength, 0° 294 MPa ASTM D6641 Compressive strength, 90° 370 MPa ASTM D6641 Apparent interlaminar shear
strength (ILSS), 0°32.2 MPa ASTM D2344 In-plane shear strength 123 MPa ISO 14129 Typical data for laminates made from woven carbon-reinforced PFA prepreg (Evopreg® PFC502-C650T-HS-12K-38-1250) cured in an autoclave for 1 hour at 140°C.
Property Result Test method Fiber content by volume, Vf 55% Internal method Cured ply thickness 0.65 mm/ply Internal method Density 1.57 g/cm3 ISO 1183 Flexural strength 454 MPa ISO 178 Flexural modulus 46.5 GPa ISO 178 Tensile strength 761 MPa ISO 527-4 Tensile modulus 61.0 GPa ISO 527-4 Compressive strength 236 MPa ASTM D3410 Compressive strength 56 GPa ASTM D3410 Apparent interlaminar shear
strength (ILSS)33.9 MPa ISO 14130 In-plane shear strength 192 MPa ISO 14129 In-plane shear chord
modulus6.44 GPa ISO 14129 - Mechanical Properties of Sandwich Panels
Data for sandwich panels with woven glass-reinforced PFA prepreg skins (Evopreg® PFC502-G300S-7781-40, 2 layers, 0.5 mm thick) and Nomex honeycomb core (48 kg/m3, 3.2 mm cell, 9.4 mm thick) cured in an autoclave for 1 hour at 140°C. Upperside of fabric (weft face) facing the honeycomb; warp direction of fabric to L-direction of honeycomb.
Property Result Test method Climbing drum peel strength 103 N/75mm EN 2243-3 Long beam flexural strength 1003 N SAE 8-266N SAE-AMS-STD-401 - Fire, Smoke & Toxicity Properties
Aircraft Interiors - FAR/CS 25.853
Glass
Typical data for laminates made from woven glass-reinforced PFA prepreg (Evopreg®
PFC502-G300S-7781-40, 2 layers, 0.5 mm thick) cured in an autoclave for 1 hour at 140°C.Property Test method Units Result Flammability
vertical 60 s flamingBurn length AITM 2.0002A / FAR/CS 25.853
App.F Pt.Imm 31 After flame time s <1 After flame time of drips s 0 (no drips Max. specific optical smoke density within 4 min, flaming mode AITM 2.0007A /
FAR/CS 25.853
App.F Pt.V- 3 Max. concentration of smoke gas
components, flaming modeHCN AITM 3.0005 /
ABD0031 Iss.Fppm 0.5 CO 89 NO/NO2 5.6 SO2/H2S 0 HF 0 HCI 0 Heat release rate - max. within 5 min (HRR) AITM 2.0006 /
FAR/CS 25.853
App.F Pt.IVkW/m2 28.3 Heat release - within 2 min (HR) kW.min/m2 9.7 - Train Interiors - EN 45545-2
Glass
Data for laminates made from woven glass-reinforced PFA prepreg (Evopreg®
PFC502-G300S-7781-40, 8 layers, 2 mm thick) cured in an autoclave for 1 hour at 140°C.Requirement set Test method reference Parameter Units Result average Class R1 T02 ISO 5658-2 CFE kW/m2 45.93 HL3 R1, R6 T03.01 ISO 5660-1,
50 kW/m2MARHE kW/m2 32.46 HL3 R1, R6 T10.01 EN ISO 5659-2,
50 kW/m2Ds4 - 22.88 HL3 R1, R6 T10.02 EN ISO 5659-2,
50 kW/m2VOF4 min 80.46 HL3 R1, R6 T11.01 EN ISO 5659-2,
50 kW/m2CITG(4min) - 0.1536 HL3 CITG(8min) - 0.2555 HL3 Carbon
Data for laminates made woven carbon fiber-reinforced PFA prepreg (Evopreg®
PFC502-C650T-HS-12K-38-1250, 5 layers, 3 mm thick) cured in an autoclave for 1 hour at 140°C.Requirement set Test method reference Parameter Units Result average Class R1 T02 ISO
5658-2CFE kW/m2 32.3 HL3 R1, R6 T03.01 ISO 5660-1,50 kW/m2 MARHE kW/m2 43.57 HL3 R1, R6 T10.01 EN ISO 5659-2,50 kW/m2 Ds4 - 79.07 HL3 R1, R6 T10.02 EN ISO 5659-2,50 kW/m2 VOF4 min 150.76 HL3 R1, R6 T11.01 EN ISO 5659-2,50 kW/m2 CITG(4min) - 0.0874 HL3 CITG(8min) - 0.1771 HL3
Regulatory & Compliance
- Quality Standards
Technical Details & Test Data
- Processing & Curing
The prepregs can be processed using standard techniques including vacuum bag/oven,
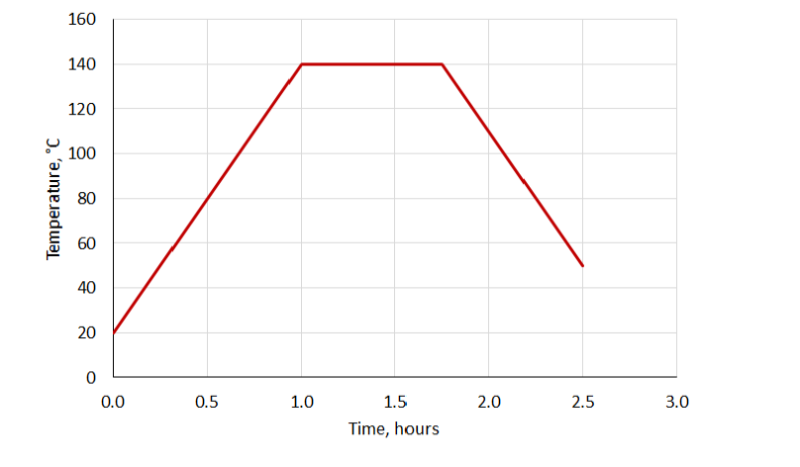
autoclave and press molding. Suggested cure cycles are shown below.Cure temperature Minimum cure time 130°C 100 minutes 140°C 45 minutes 150°C 25 minutes 160°C 10 minutes - Recommended ramp rate 1-3°C/min
- Recommended pressure 3.5 bar (50 psi)
- Cure times may need to be extended to account for thermal lag in large tools
Suggested cure cycle for standard cures at 140°C:
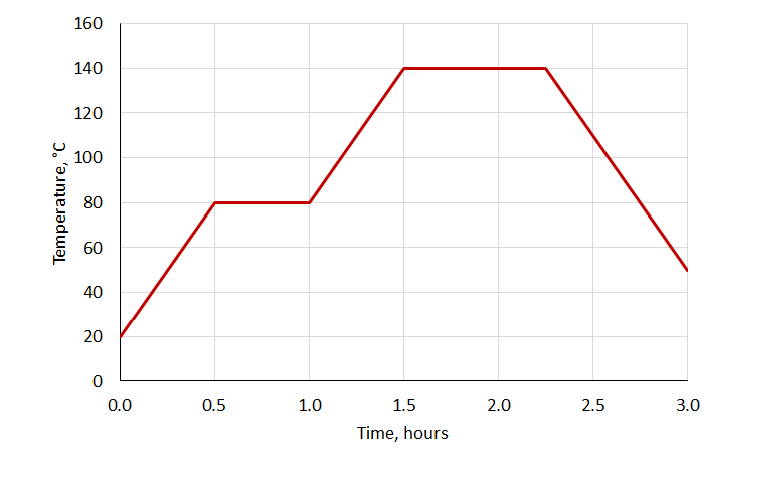
Alternative cure cycle to optimize surface finish for cures at 140°C:
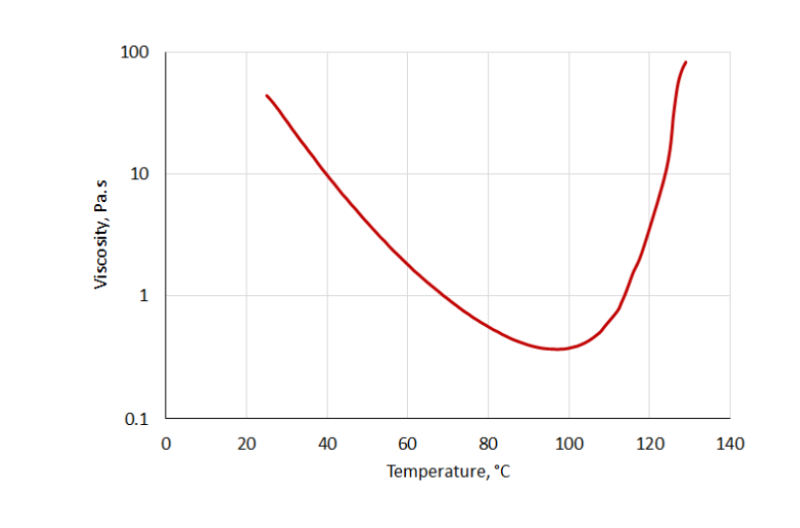
Viscosity Profile
Plate-on-plate, ambient temperature 25°C, shear rate 20 s-1, ramp rate 2°C/min:
- Tooling and Vacuum Bagging Materials
- PFC502 prepregs release a small amount of water during cure (polycondensation reaction). It is recommended to use well-sealed and released epoxy composite or stainless steel tooling. Aluminum and carbon steel tools are not recommended, unless coated with PTFE or other impermeable release layer, because the water and pH level can cause corrosion.
- When curing in a vacuum bag, it is recommended to use perforated release film and heavyweight breather cloth. For thick laminates, it is recommended to use peel ply and heavyweight breather cloth. It is advisable to use a water/condensation trap to protect vacuum pumps. When press molding, it may be necessary to take steps to allow the water/steam to escape during the process.
- Available Products
Evopreg® PFC502 prepregs are available with a wide range of reinforcements, including woven, non-woven, non-crimp stitched and unidirectional fabrics in the following fibers:
- Glass
- Carbon
- ampliTex™ Flax (non-fire retardant applications)
- Others on request
Safety & Health
- Health & Safety
Please refer to the Safety Data Sheet (SDS) before use. This material contains resin and fibers which can cause irritation to skin and eyes, and allergic reactions. Wear appropriate PPE including overalls and impervious gloves, and ensure adequate ventilation. Exothermic reactions can occur when curing resins, and particular care must be taken when curing thick laminates.
Packaging & Availability
- Packaging Type
- Packaging
The material is typically delivered in rolls and with a silicone coated release paper on the bottom and a polythene release film on the top. Typical packaging - 76 mm (3”) diameter cardboard core, polythene bag, reusable cable ties, cardboard box and end supports. Where relevant, multiple boxes are typically stacked on a standard wooden pallet, strapped and covered with stretch wrap. Other packaging may be available on request. We recommend retaining the boxed packaging to protect the material during storage.
Storage & Handling
- Shelf Life
- 6 Months
- Storage
The material should ideally be stored in a freezer at -18°C and sealed in a polythene bag. To protect the material, we recommend storing it in its original box with the end supports. To avoid moisture condensation, allow the material to defrost fully and reach room temperature before opening the polythene bag. Typical thaw time for a full roll is 4-6 hours. Keep the material sealed in a polythene bag when not in use to prevent moisture absorption. Out-life at room temperature is 14 days. Storage life at -18°C is 6 months.